

Tłoczenie metali to proces z wykorzystaniem maszyn tłoczących i oprzyrządowania do produkcji masowej. Jest on bardziej precyzyjny, szybszy, bardziej stabilny i tańszy w cenie jednostkowej niż cięcie laserowe i gięcie za pomocą giętarek. Oczywiście, należy najpierw uwzględnić koszt oprzyrządowania.
Zgodnie z podziałem, tłoczenie metali dzieli się na zwykłeCechowanie,Głębokie tłoczenieIPunchowanie NCT.
Zdjęcie 1: Jeden z narożników warsztatu tłoczni HY Metals
Tłoczenie metali charakteryzuje się dużą szybkością i precyzją. Tolerancja cięcia podczas tłoczenia może osiągnąć ±0,05 mm lub więcej, tolerancja gięcia podczas tłoczenia może wynosić ±0,1 mm lub więcej.


Projektowanie narzędzi tłoczących
Jeśli partia przekracza 5000 sztuk lub jeśli wytworzenie części metodą cięcia laserowego i gięcia jest kosztowne, do ich wytworzenia potrzebne będą narzędzia do tłoczenia.
Zespół inżynierów HY Metals przeanalizuje Twoją część metalową i zaprojektuje najlepsze narzędzie do tłoczenia na podstawie Twoich rysunków produktu i podanego budżetu.
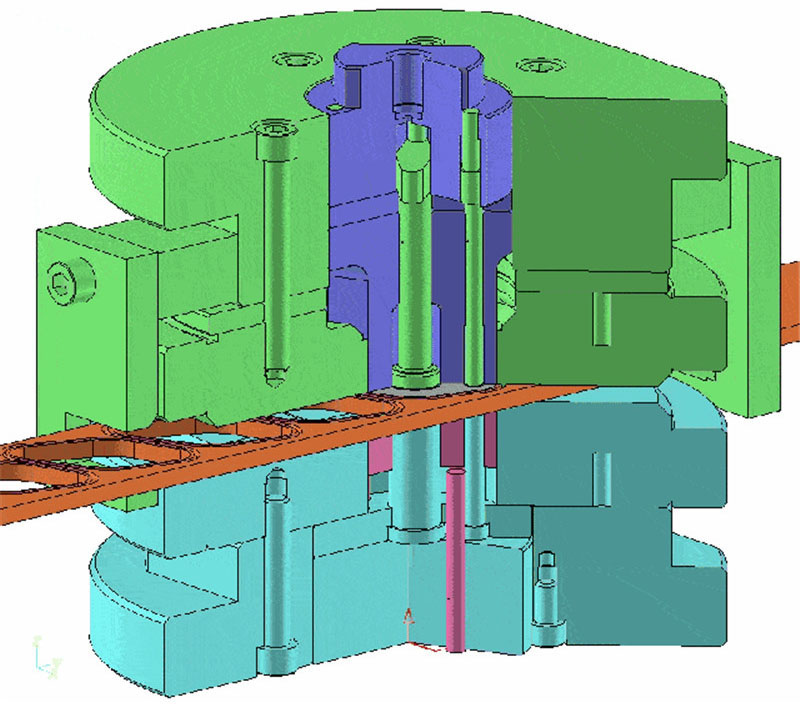
Zdjęcie 2: Mamy silne wsparcie inżynieryjne w zakresie projektowania form
Może to być wykrojnik progresywny lub seria pojedynczych wykrojników, w zależności od konstrukcji, ilości, czasu realizacji i ceny, jaką chcesz uzyskać.
Wykrojnik progresywny to forma do ciągłego tłoczenia, która może wykonywać wszystkie lub kilka procesów jednocześnie. Do uzyskania gotowego detalu może być potrzebny tylko jeden zestaw wykrojników progresywnych.
Rysunek 3: Oto przykład prostej wykrawarki progresywnej, wykonującej jednokrotne cięcie i gięcie.
Pojedynczy stempel to proces tłoczenia krok po kroku. Może on obejmować narzędzia do tłoczenia i cięcia oraz kilka narzędzi do tłoczenia i gięcia.
Narzędzia z pojedynczym stemplem są łatwiejsze w obróbce i zazwyczaj tańsze niż narzędzia progresywne. Są jednak wolniejsze w produkcji masowej, a części tłoczone będą miały wyższą cenę jednostkową.
Tłoczenie
Zazwyczaj pierwszym krokiem w wycinaniu otworów lub kształtów jest cięcie metodą stemplowania.
Cięcie za pomocą narzędzi tłoczących jest znacznie szybsze i tańsze niż cięcie laserowe.
Tłoczenie formujące
Aby uzyskać wklęsłe i wypukłe struktury lub żebra w niektórych częściach z blachy, będziemy potrzebować narzędzi do tłoczenia, aby je uformować.
Tłoczenie gięcie
Gięcie metodą tłoczenia jest również tańsze i szybsze niż giętarki. Nadaje się jednak tylko do elementów o złożonej konstrukcji i małych wymiarach, np. 300 mm x 300 mm. Ponieważ im większy rozmiar gięcia, tym wyższy koszt oprzyrządowania.
Czasami, w przypadku dużych i wielokrotnych części, projektujemy jedynie narzędzia do tłoczenia i cięcia, bez narzędzi do gięcia. Elementy są gięte wyłącznie za pomocą giętarek.
Mamy 5 profesjonalnych inżynierów zajmujących się projektowaniem narzędzi, którzy przedstawią najlepsze rozwiązania dla Twoich metalowych części tłoczonych.


Zdjęcie 4: Magazyn narzędzi do tłoczenia metali HY
Posiadamy ponad 20 zestawów tłoczników i wykrawarek o nacisku od 10 do 1200 ton do tłoczenia metali. Wyprodukowaliśmy setki form tłocznikowych i każdego roku tłoczymy miliony precyzyjnych części metalowych dla klientów na całym świecie.
Zdjęcie 5: Niektóre części tłoczone metodą HY metals
Czasami, w przypadku dużych i wielokrotnych części, projektujemy jedynie narzędzia do tłoczenia i cięcia, bez narzędzi do gięcia. Elementy są gięte wyłącznie za pomocą giętarek.
Mamy 5 profesjonalnych inżynierów zajmujących się projektowaniem narzędzi, którzy przedstawią najlepsze rozwiązania dla Twoich metalowych części tłoczonych.

Rysunek 6: Głębokie tłoczenie i tłoczenie części miedzianych
Jest to część miedziana poddana głębokiemu tłoczeniu i tłoczeniu.
Zaprojektowaliśmy łącznie 7 zestawów narzędzi do pojedynczego wykrojnika dla tej części, w tym 3 zestawy narzędzi do głębokiego tłoczenia do formowania i 4 zestawy narzędzi do tłoczenia do cięcia i gięcia.
Rysunek 7: Niektóre produkty NCT firmy HY Metals

NCT Punching
NCT punch to skrót od Numerical Control Turret Punch Press, znanej również jako Servo Punch, która jest maszyną automatyczną z przemysłowym systemem sterowania.
Dziurkacz NCT to również rodzaj procesu tłoczenia na zimno. Jest powszechnie stosowany do wycinania otworów typu mesh lub OB.
W przypadku części z blachy z dużą ilością otworów, dziurkowanie NCT będzie lepszym rozwiązaniem, ponieważ wiąże się z niższymi kosztami i większą szybkością niż cięcie laserowe.
Wiemy, że cięcie laserowe pod wpływem ciepła ulega pewnym odkształceniom.
Wykrawanie NCT odbywa się na zimno i nie powoduje żadnych odkształceń cieplnych, a blacha zachowuje lepszą płaskość