

Obróbka CNCjest precyzyjnym procesem produkcyjnym, który wymagawysokiej jakości wyposażenieaby precyzyjnie ustawić obrabiane części. Montaż tych przyrządów jest kluczowy dla zapewnienia, że proces obróbki wytwarza części spełniające wymagane specyfikacje.
Ważnym aspektem montażu osprzętu jestzaciskanieMocowanie to proces mocowania części do uchwytu w celu utrzymania jej na miejscu podczas obróbki. Zastosowana siła zacisku musi być wystarczająca, abyzapobiegają przemieszczaniu się części w trakcie obróbki, ale nie na tyle, aby spowodować jej odkształcenie lub uszkodzenie osprzętu.
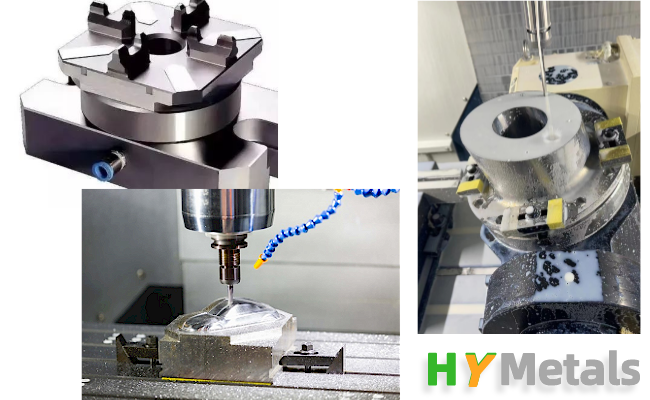
Zaciskanie stosuje się głównie w dwóch celach: po pierwsze w celu precyzyjnego pozycjonowania, po drugie w celu ochrony produktów.
Jakość zastosowanej metody mocowania może mieć istotny wpływ na dokładność obrabianej części.Siła zacisku powinna być równomiernie rozłożona na całej powierzchni elementu, aby zapobiec jego odkształceniu, a osprzęt powinien być zaprojektowany w sposób zapewniający odpowiednie podparcie elementu.
Istnieje kilka metod mocowania dla operacji obróbki CNC, w tym:zaciskanie ręczne, zacisk hydrauliczny, Izacisk pneumatycznyKażda metoda ma swoje zalety i wady, w zależności od zastosowania i rodzaju obrabianej części.
Zaciskanie ręczneto najprostsza i najpowszechniejsza metoda mocowania stosowana w obróbce CNC. Polega ona na dokręceniu śruby lub wkrętu kluczem dynamometrycznym w celu zamocowania elementu do uchwytu. Metoda ta nadaje się do większości operacji obróbczych, ale może nie być odpowiednia dla części o skomplikowanych kształtach lub wykonanych z delikatnych materiałów.
Zacisk hydraulicznyto bardziej zaawansowana metoda zaciskania, która wykorzystuje ciecz pod wysokim ciśnieniem do wytworzenia siły zacisku. Metoda ta jest odpowiednia do operacji wymagających dużej siły zacisku lub precyzyjnej kontroli siły zacisku.
Zacisk pneumatycznyMetoda ta jest podobna do zacisku hydraulicznego, ale zamiast płynu wykorzystuje sprężone powietrze do wytworzenia siły zacisku. Metoda ta jest najczęściej stosowana w przypadku mniejszych elementów lub tam, gdzie wymagana jest szybka wymiana.
Niezależnie od zastosowanej metody zaciskania,prawidłowe załadowanie części do uchwytu jest również istotneAby zapewnić dokładność. Części powinny być umieszczone w uchwycie w taki sposób, aby były w pełni podparte i zamocowane na miejscu.Jakiekolwiek przesunięcie lub przesunięcie części podczas obróbki może skutkować niedokładnymi cięciami i wymiarami.
Kluczowym czynnikiem przy określaniu najlepszej metody mocowania i załadunku są wymagane tolerancje obrabianego elementu. Tolerancje to dopuszczalne odchylenia rozmiaru, kształtu lub innych wymiarów elementu.Im mniejsze tolerancje, tym większą uwagę należy zwrócić na konstrukcję oprzyrządowania, zaciskanie i pozycjonowanie części.
Krótko mówiąc, nie można przecenić wpływu mocowania na dokładność części obrabianych CNC.Prawidłowe zaciskanie i obciążanie są niezbędne do osiągnięcia wymaganych tolerancji i produkcji wysokiej jakości częściWybór metody mocowania zależy od specyfiki zastosowania i rodzaju obrabianej części. Dlatego projektanci i producenci muszą dokładnie zrozumieć wymagania każdej operacji obróbki i dobrać odpowiednie techniki mocowania i załadunku, aby zapewnić, że produkt końcowy spełnia wymagane standardy jakości i precyzji.
Czas publikacji: 29 marca 2023 r.